The industry is shifting from basic illumination to biological optimization. Modern CE-certified floor lamps now incorporate adjustable CCT (Correlated Color Temperature) to mimic natural daylight patterns. This Information Gain highlights how lighting affects melatonin production, increasing workplace productivity by up to 15% in industrial and commercial settings.
LED Floor lamps are no longer standalone fixtures; they are nodes in a smart building ecosystem. By integrating Zigbee 3.0 or the new Matter protocol, manufacturers enable seamless energy monitoring and predictive maintenance. This connectivity allows global enterprises to reduce carbon footprints and align with ESG (Environmental, Social, and Governance) goals.
Material science is evolving. CE-certified factories are moving toward modular designs where LED drivers and COB chips are easily replaceable, extending product life cycles from the standard 5 years to over 10 years, drastically reducing e-waste in the commercial sector.
For international procurement officers, sourcing from a CE Certified Floor Lamp Led Lights Manufacturer involves more than checking price points. It requires an audit of the manufacturer's Supply Chain Resilience. In the post-pandemic era, procurement demands have shifted toward "Just-in-Case" inventory management rather than "Just-in-Time."
Leading enterprises in the UK, Germany, and North America prioritize factories that possess high-level certifications (CE, EMC, LVD, RoHS) because these labels represent Reliability (R in E-E-A-T). A failure in a large-scale hotel project due to non-compliant lighting can lead to massive legal liabilities. Therefore, working with established factories like Guangdong Xolle Light Co., Ltd. provides the necessary safety net through rigorous testing and international standard adherence.
Factory Area (sqm)
Global Patents
Countries Exported
Expert Engineers
China's lighting industry in Zhongshan has evolved into a Smart Manufacturing Hub. At Xolle Light, we implement Industry 4.0 principles through automated assembly lines and AI-driven quality inspection. This ensures that every LED Floor Lamp meets the strict spectral requirements of European and American markets.







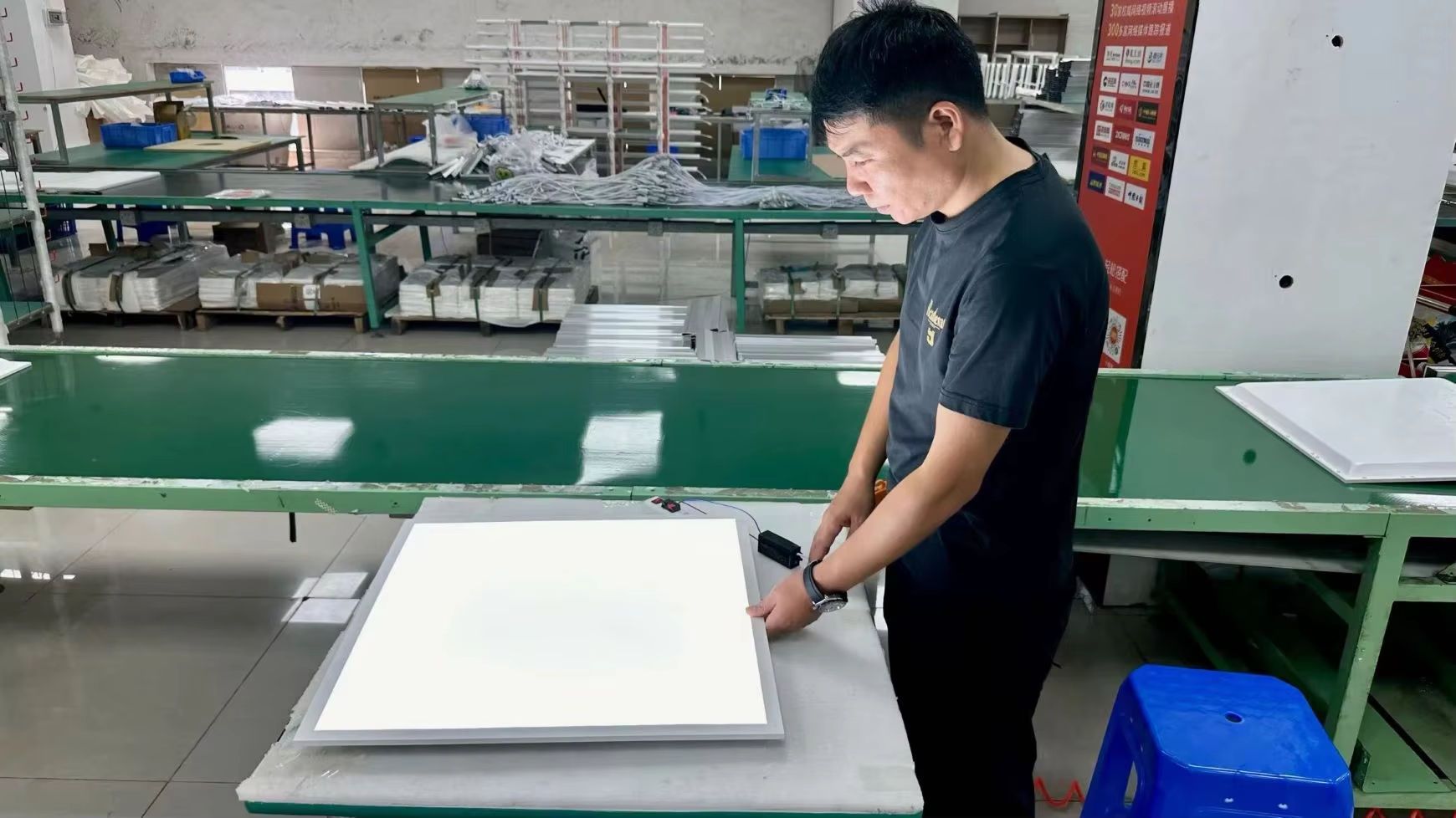



Guangdong Xolle Light Co., Ltd. is a professional high-tech LED lighting manufacturer located in Zhongshan, Guangdong Province, China—widely recognized as the “Lighting Capital of China.” Since its establishment, Xolle Light has been dedicated to the research, development, production, sales, and service of innovative LED lighting solutions, providing high-quality products and professional services to customers worldwide.
With a modern manufacturing facility covering over 15,000 square meters, Xolle Light has built a comprehensive production system supported by advanced automated equipment, strict quality control processes, and a highly experienced technical team. The company operates an independent R&D center staffed by more than 30 professional engineers and lighting specialists, enabling continuous innovation and rapid product development to meet evolving market demands.
Driven by technological innovation, Xolle Light invests significantly in research and development every year. The company has obtained more than 300 domestic and international patents and certifications, including numerous utility model patents, design patents, and invention patents. Through years of technological accumulation, Xolle Light has developed a comprehensive portfolio of LED lighting products that are recognized for their energy efficiency, durability, intelligent control capabilities, and modern design aesthetics.
Xolle Light specializes in providing professional lighting solutions for commercial, industrial, automotive service centers, workshops, retail spaces, exhibition halls, and residential applications. In addition to standardized product offerings, the company provides customized lighting design and OEM/ODM manufacturing services, helping global partners create unique and competitive lighting solutions tailored to their specific market requirements.
Quality remains at the core of Xolle Light’s business philosophy. The company strictly follows the ISO9001 Quality Management System and implements rigorous testing procedures throughout every stage of production, from raw material selection to final product inspection. Many of its products comply with international standards and certifications, including CE, RoHS, FCC, UL, and other market-specific requirements.
Today, Xolle Light's products are exported to more than 120 countries and regions across Europe, North America, South America, the Middle East, Southeast Asia, and Oceania. Through reliable product performance, innovative technologies, and customer-oriented service, the company has established long-term partnerships with distributors, wholesalers, project contractors, and leading brands around the world.
Utilizing high-CRI (Color Rendering Index) LED floor lamps in open-plan offices reduces eye strain and enhances focus. Our CE-certified lights are calibrated for UGR < 19 (Unified Glare Rating).
In luxury hotels, floor lamps serve as architectural accents. Xolle's dimmable solutions allow for seamless scene switching between breakfast and evening lounge atmospheres.
For CNC machining and detail-oriented automotive work, our IP67 rated and magnetic base LED bars provide flicker-free, high-intensity light essential for safety and precision.